फास्टनर सामान्य बुनियादी भागों से संबंधित होते हैं, जिन्हें आमतौर पर "मानक भाग" भी कहा जाता है।उच्च शक्ति और परिशुद्धता वाले कुछ फास्टनरों के लिए, थर्मल उपचार की तुलना में सतह का उपचार और भी महत्वपूर्ण है।बड़ी संख्या में यांत्रिक उपकरणों में उपयोग किए जाने वाले सभी प्रकार के फास्टनरों को सतह के उपचार के बाद इकट्ठा करने की आवश्यकता होती है, ताकि जंगरोधी, सजावट, पहनने के प्रतिरोध को प्राप्त किया जा सके, घर्षण गुणांक और अन्य प्रभावों को कम किया जा सके, और अकार्बनिक सतह उपचार इलेक्ट्रोग्ल्वनाइजिंग और गर्म गैल्वनाइजिंग है। एक कैथोडिक संरक्षण कोटिंग प्रौद्योगिकी।
इलेक्ट्रोग्ल्वेनाइजिंग स्टील फास्टनर उत्पादों का सिद्धांत इलेक्ट्रोलिसिस का उपयोग है, वर्कपीस की सतह पर वर्दी, घने, अच्छी तरह से संयुक्त धातु या मिश्र धातु जमाव परत का गठन, स्टील की सतह पर कोटिंग की एक परत का गठन, क्रम में इस्पात जंग प्रक्रिया की सुरक्षा प्राप्त करें।इसलिए, इलेक्ट्रोग्ल्वेनाइज्ड कोटिंग वर्तमान का उपयोग करके सकारात्मक इलेक्ट्रोड से नकारात्मक इलेक्ट्रोड तक एक दिशात्मक आंदोलन है।इलेक्ट्रोलाइट में Zn2+ एक जस्ती परत बनाने की क्षमता की कार्रवाई के तहत सब्सट्रेट पर न्यूक्लेटेड, उगाया और जमा किया जाता है।इस प्रक्रिया में जिंक और आयरन के बीच कोई विसरण प्रक्रिया नहीं होती है।सूक्ष्म अवलोकन से, यह एक शुद्ध जस्ता परत होना चाहिए।संक्षेप में, गर्म स्नान जस्ती लोहा-जस्ता मिश्र धातु परत और शुद्ध जस्ता परत, और जस्ती केवल शुद्ध जस्ता परत की एक परत है, इसलिए, कोटिंग से लोहे-जिंक मिश्र धातु परत के साथ मुख्य रूप से कोटिंग विधि की पहचान पर आधारित है, के लिए उपयुक्त जस्ती फास्टनरों, इस्पात तार, स्टील पाइप और अन्य उत्पादों।मेटलोग्राफिक विधि और एक्सआरडी विधि का उपयोग कोटिंग का पता लगाने के लिए इलेक्ट्रोग्ल्वेनाइजिंग और हॉट गैल्वनाइजिंग में अंतर करने और विफलता विश्लेषण के लिए मार्गदर्शन देने के लिए किया जाता है।
इलेक्ट्रोगल्वनाइजिंग और हॉट गैल्वनाइजिंग कोटिंग्स की पहचान करने के दो तरीके हैं।एक मेटलोग्राफिक विधि है: मेटलोग्राफिक विधि सामग्री सीमा और नमूना आकार से सीमित नहीं है, और सभी इलेक्ट्रोगल्वनाइजिंग और गर्म गैल्वनाइजिंग उत्पादों के लिए उपयुक्त है।अन्य एक एक्स-रे विवर्तन विधि है: हेक्सागोनल विमान में 5 मिमी से अधिक चढ़ाना बोल्ट और नट के व्यास पर लागू होता है;बाहरी व्यास 8 मिमी स्टील पाइप सतह रेडियन उत्पादों से अधिक है, यह सुनिश्चित करने के लिए कि नमूना 5 मिमी × 5 मिमी सतह के फ्लैट नमूने के न्यूनतम आकार और सभी प्रकार के कोटिंग उत्पादों में बनाया जा सकता है।कोटिंग सामग्री ≥5% चरण की क्रिस्टल संरचना की पुष्टि कर सकते हैं।बहुत मोटे शुद्ध जस्ता जमा वाले नमूने एक्स-रे विवर्तन के लिए उपयुक्त नहीं हैं।
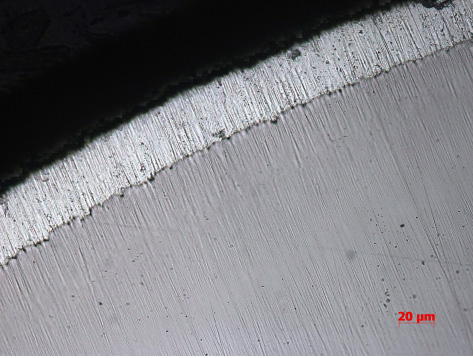
इलेक्ट्रोगल्वनाइजिंग

गर्म गैल्वनाइजिंग कोटिंग्स
पोस्ट करने का समय: सितम्बर-15-2022